在船舶制造、压力容器、涡轮机生产等关键工业领域,厚钢板焊接是核心工序,但传统电弧焊或混合激光焊存在填充材料消耗大、多道焊接易生缺陷、热影响区(HAZ)大、板材变形严重等痛点。近日,以色列 Civan Advanced Technologies LTD 团队在《Welding in the World》发表研究成果,通过 “动态光束整形 + 实验 + CFD 仿真” 结合的方法,成功解决厚钢板激光焊接的裂纹、鼓包、气孔等核心缺陷,实现 15-25mm 厚钢材及 20mm 厚不锈钢的高质量焊接,且通过工业标准认证,为高端装备制造提供了高效可靠的焊接方案。
一、研究核心目标与技术基础
1. 核心痛点破解
厚钢板激光焊接需高功率实现全熔透,但易因小孔不稳定、熔池动力学失控引发三类关键缺陷:
鼓包(bulging):熔池局部加宽,导致应力集中;
气孔(porosity):小孔坍塌截留气体;
裂纹(cracking):热梯度与凝固收缩引发的脆性断裂。
2. 技术核心:动态光束整形系统
采用Civan 公司自主研发的光学相控阵(OPA)+ 相干合束(CBC)激光系统,波长 1064nm,最大输出功率 28kW,核心优势在于:
可生成定制化光束形状(如单点、内凹 U 形),并实现 MHz 级频率切换;
支持光束序列组合,精准控制每种形状的作用时长,灵活调控能量分布;
有效稳定小孔形态与熔池流动,从根源抑制缺陷生成。
二、实验设计与关键参数
1. 实验材料
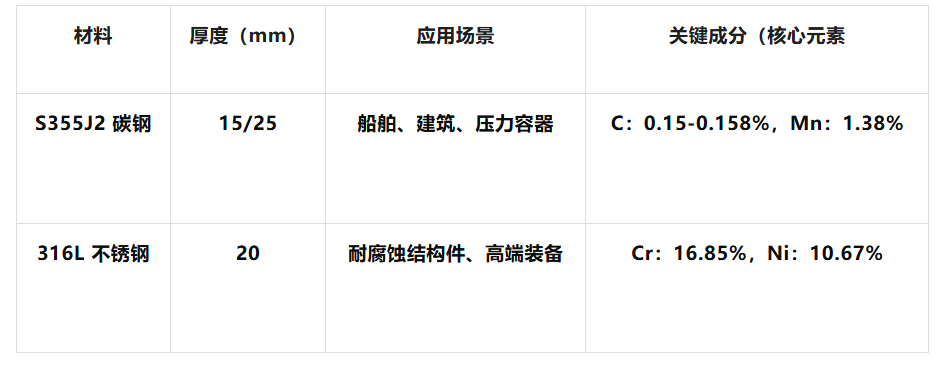
聚焦工业常用厚钢板材,涵盖两类核心材料:
2. 实验方案
焊接模式:自熔焊(无填充材料),保护气为 99.999% 高纯氩气(流量 10 L/min);
核心参数:激光功率 14kW,焊接速度 23mm/s,有效焦距 1500mm,主瓣直径 136μm;
光束方案:测试 3 类光束形态 —— 单点光束、内凹 U 形光束、“单点 + 内凹 U 形” 序列(作用时长 2.5ms/5ms/10ms);
验证场景:平焊、横焊、立向上焊三种工业典型焊接位置。
3. 检测与仿真
实验检测:截取 4-6 个焊缝横截面,经 Nital 溶液腐蚀后,通过 UM20 数字显微镜观察微观结构与缺陷;
数值仿真:由维也纳技术大学(TU Wien)完成 CFD 多相流仿真,模拟小孔稳定性、熔池速度场与温度场分布。
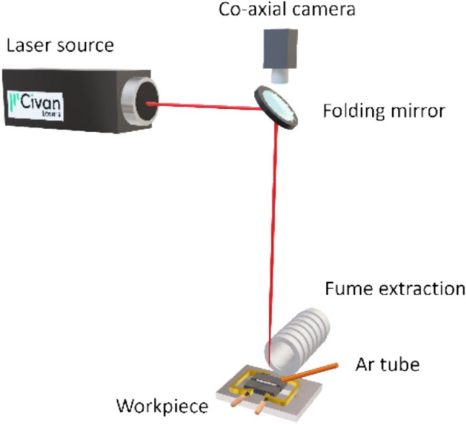
图 1 实验焊接装置示意图
三、关键研究成果
1. 单一光束形态的缺陷控制效果
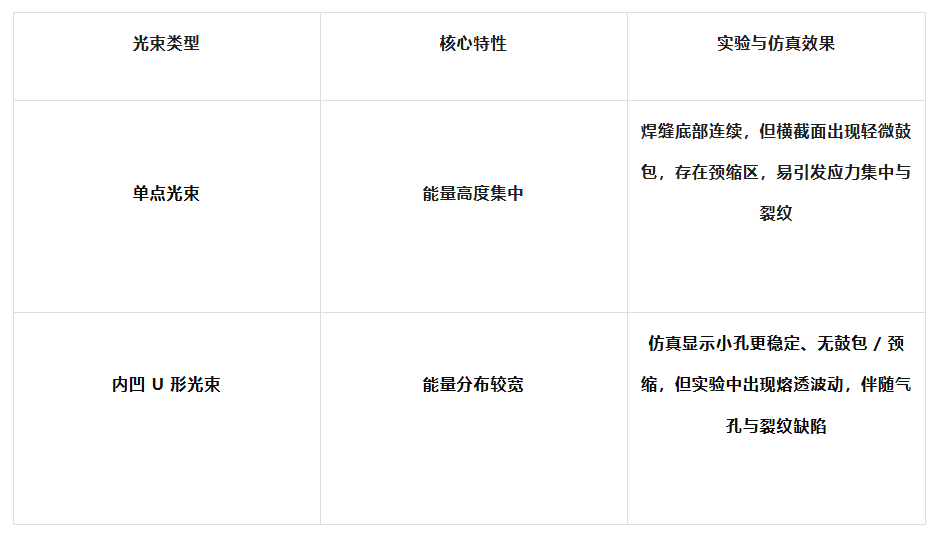
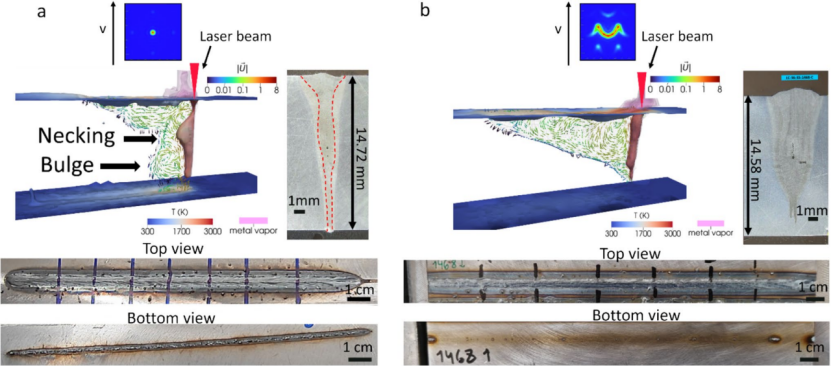
图 2 单点与内凹 U 形光束的焊接效果及仿真结果。左图(单点光束):横截面可见颈缩与鼓包,CFD 仿真显示熔池速度场不均;右图(内凹 U 形光束):
仿真显示小孔宽而稳定,但实验横截面存在气孔缺陷;彩色图谱:上为归一化熔池速度场,下为小孔及周边板材温度分布(单位:K)。
2. 光束序列组合:实现缺陷全抑制
“单点 + 内凹 U 形” 序列通过两种光束的优势互补,成为最优方案,不同时长组合效果对比显著:
· 2.5ms/2.5ms:小孔不稳定,熔池顶部与底部均产生飞溅,鼓包缺陷明显;
· 5ms/5ms:最优参数—— 小孔宽而稳定,熔池流动均匀,横截面无鼓包、气孔与裂纹,焊缝几何形态平滑;
· 10ms/10ms:缺陷复发,出现严重鼓包、颈缩,焊缝下部产生大尺寸气孔(与熔池鼓包坍塌相关)。
仿真进一步揭示:5ms 时长可精准匹配熔池与小孔的动态平衡,避免短时长的不连续冲击和长时长的稳定性衰减,且小孔形状会随光束形态实时响应,实现动态调控。
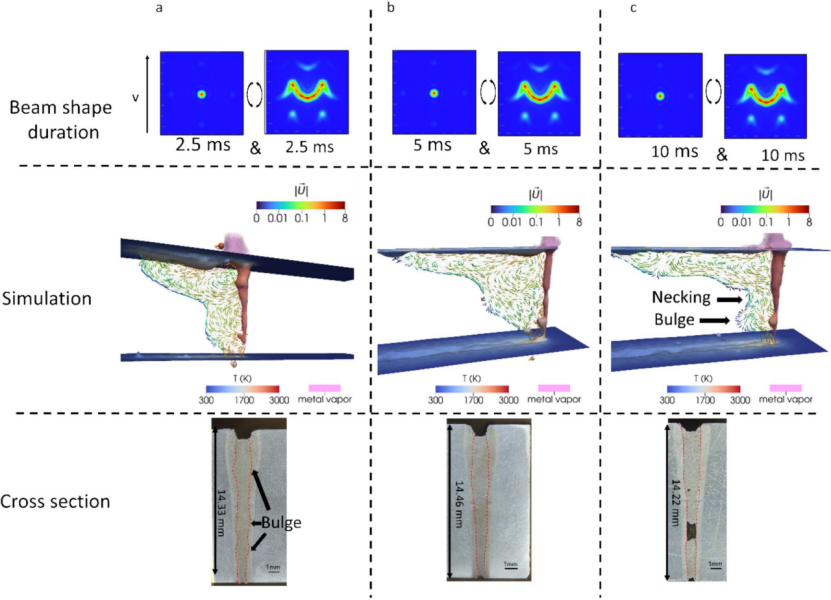
图 3 不同时长的 “单点 + 内凹 U 形” 序列焊接效果。(a)2.5ms/2.5ms:仿真与实验均显示明显鼓包,飞溅严重;
(b)5ms/5ms:仿真小孔稳定,实验横截面平滑无缺陷(最优方案);(c)10ms/10ms:仿真再现鼓包坍塌,实验横截面出现大尺寸气孔。
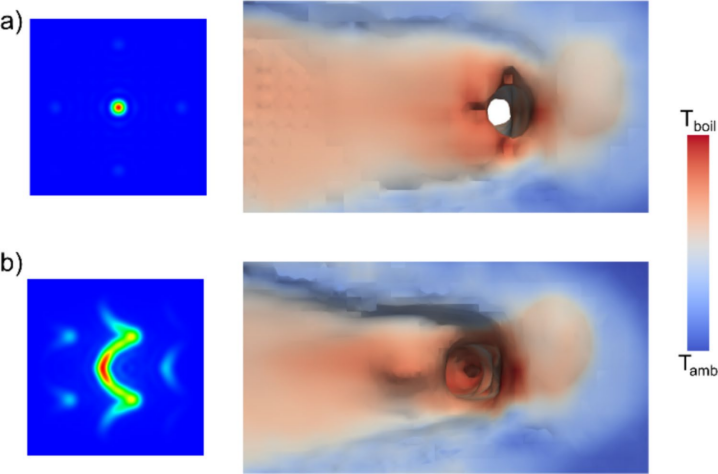
图 4 光束切换时的小孔形态仿真图。(a)单点光束作用时,小孔呈圆形集中态; (b)内凹 U 形光束作用时,小孔同步呈 U 形扩展态;
核心价值:验证光束形态与小孔的强耦合性,为动态调控提供理论支撑。
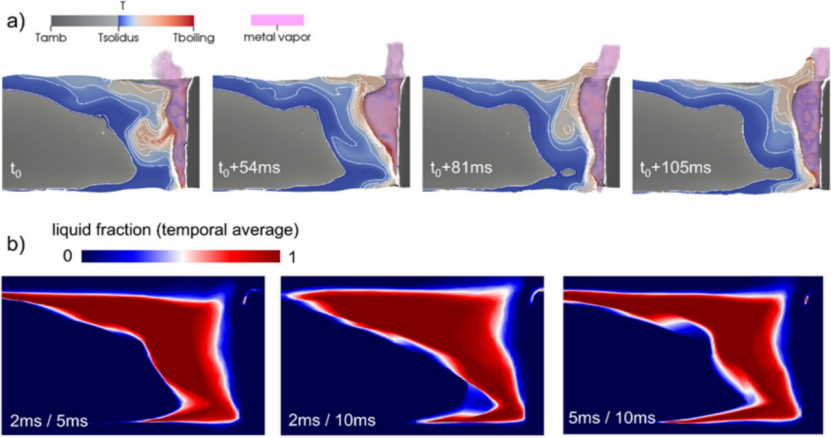
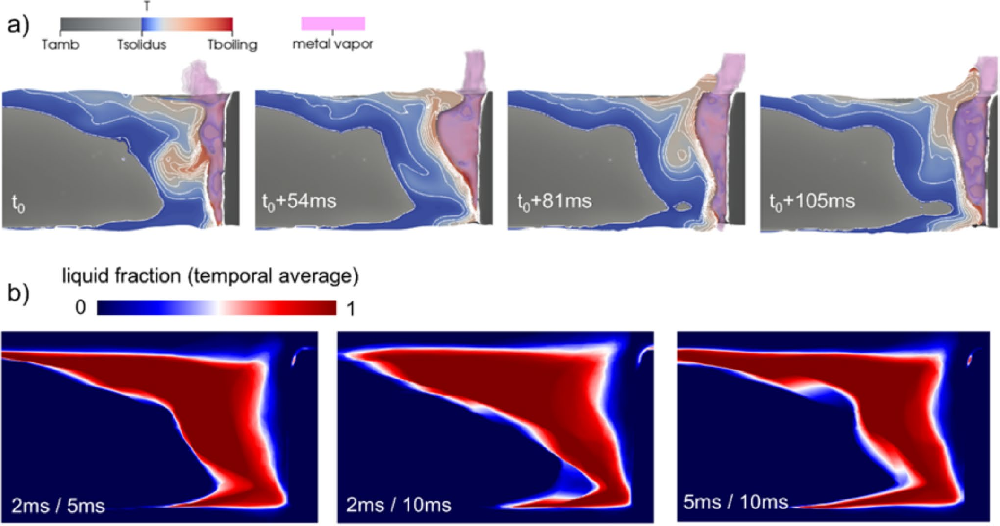
图 5 熔池鼓包坍塌仿真与不同切换周期的熔池形态。(a)熔池鼓包坍塌过程(白色线条为等温线),易引发气孔与裂纹;
(b)不同切换周期的时间平均熔池形态,5ms/10ms 组合可抑制鼓包。
3. 多场景工业验证达标
将优化后的光束序列(单点 + 内凹 U 形,5ms/5ms,内凹 U 形频率 5kHz)应用于工业实际焊接场景,均实现高质量输出:
· 15mm 厚 S355J2 碳钢对接接头:无缺陷,通过 ISO 15614-11/ISO 15614-1 工业标准认证;
· 25mm 厚 S355J2 碳钢:平焊、横焊、立向上焊三种位置均无缺陷,平焊位置获焊接工艺规范认证;
· 20mm 厚 316L 不锈钢:对接焊缝质量优异,仅需通过气体保护金属电弧焊(GMAW)填充少量打底金属,即可满足工业验收要求。
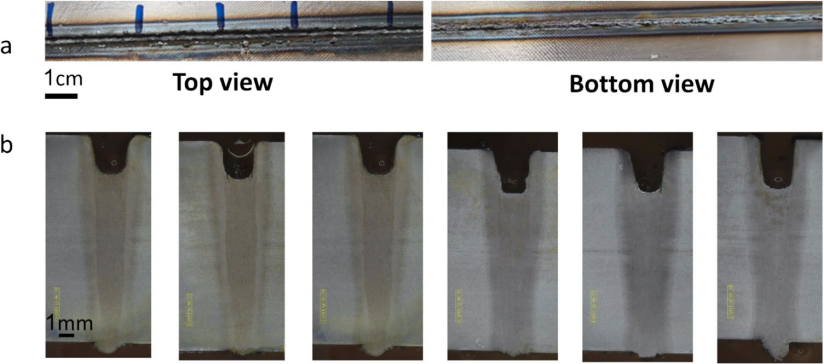
图 6 优化光束序列焊接的对接接头效果。(a)对接接头的顶部与底部外观,无飞溅、无缺陷;(b)对应横截面,焊缝熔透均匀,几何形态平滑。
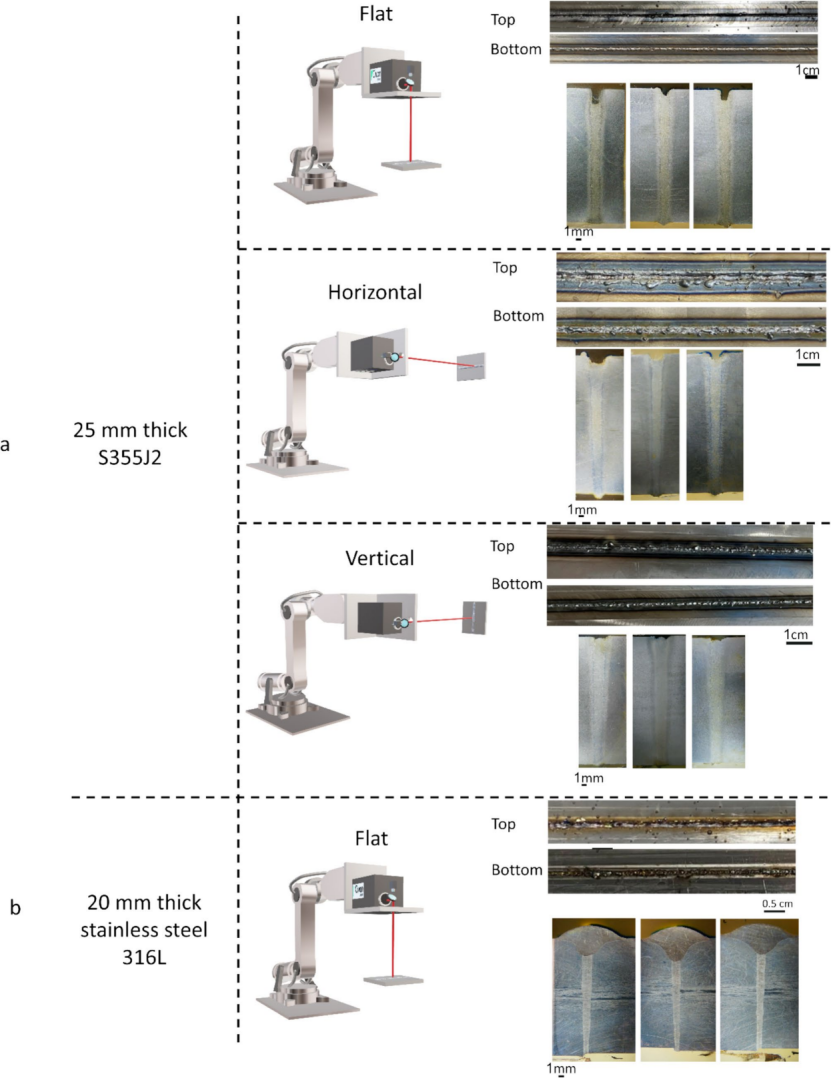
图 7 多材料多位置焊接达标效果。(a)25mm 厚 S355J2 碳钢的平焊、横焊、立向上焊效果,顶部 / 底部无缺陷,横截面熔透均匀;
(b)20mm 厚 316L 不锈钢对接焊缝,GMAW 填充后完全满足工业标准。
四、技术价值与工业意义
1. 缺陷控制突破:动态光束整形通过能量分布精准调控,从根源解决厚钢板焊接的鼓包、气孔、裂纹三大核心缺陷,无需复杂预处理(如开坡口),减少焊接道次;
2. 效率与成本优势:相比传统电弧焊,热影响区(HAZ)更小、板材变形量极低,无需大量填充材料,焊接效率提升显著;
3. 强兼容性:适配 15-25mm 碳钢、20mm 不锈钢,支持平 / 横 / 立三种工业典型焊接位置,通用性强;
4. 工业落地保障:通过 ISO 标准认证,焊接工艺规范可直接应用于船舶制造、压力容器、涡轮机生产等关键领域,推动高端装备制造的提质增效与国产化替代。
未来,该技术可进一步优化光束序列的中间时长参数(如 2.5-5ms 区间),适配更多材质与厚度的厚板焊接,为超厚钢板(50mm 以上)的无缺陷焊接提供新路径。