简讯:华威大学联合 Civan 与 UKAEA 突破厚板不锈钢高能效深熔激光焊接,动态光束激光实现单道高效焊接
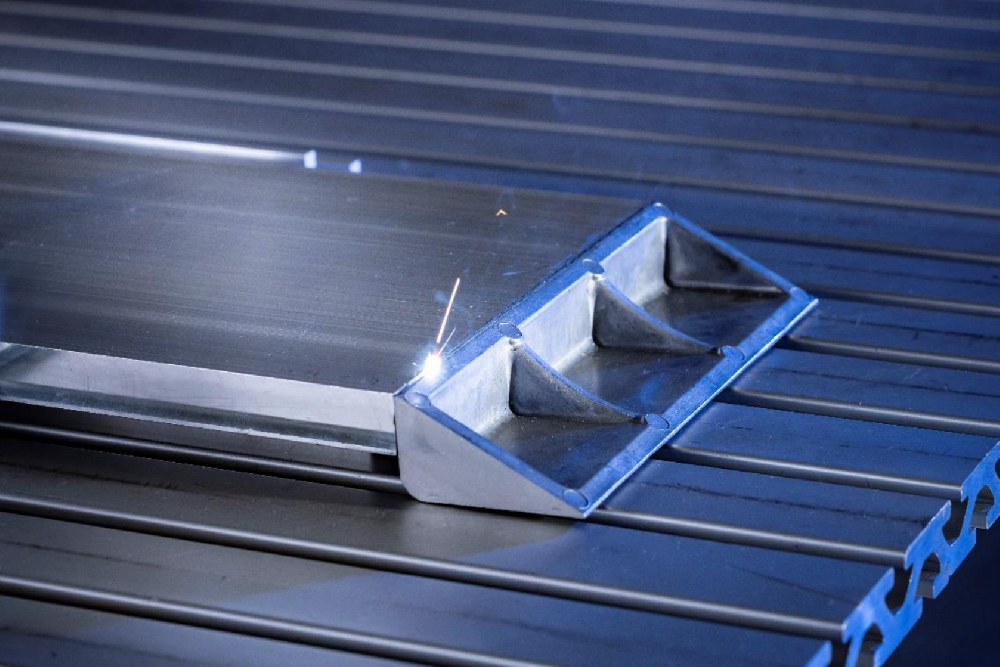
近日,在欧盟 “地平线欧洲” 项目 Lasers4MaaS 的支持下,英国华威大学 WMG 激光焊接团队联合英国原子能管理局(UKAEA)与 Civan Lasers,成功开发基于动态光束激光系统的高能效深熔激光焊接技术,实现厚截面不锈钢单道高质量焊接,为聚变能源装置、船舶制造与重型装备制造提供颠覆性的连接解决方案。
当前,聚变能源系统对厚规格结构管道与部件的可靠、高效连接提出严苛要求,传统激光焊接在面对深熔、单道、大厚度场景时,面临匙孔稳定性差、蒸汽羽流衰减光束、工艺能耗高、焊接质量波动等瓶颈。同时,在狭小空间内的焊接作业还受到冷却条件限制,必须在保证熔深与质量的前提下尽可能降低激光功率。
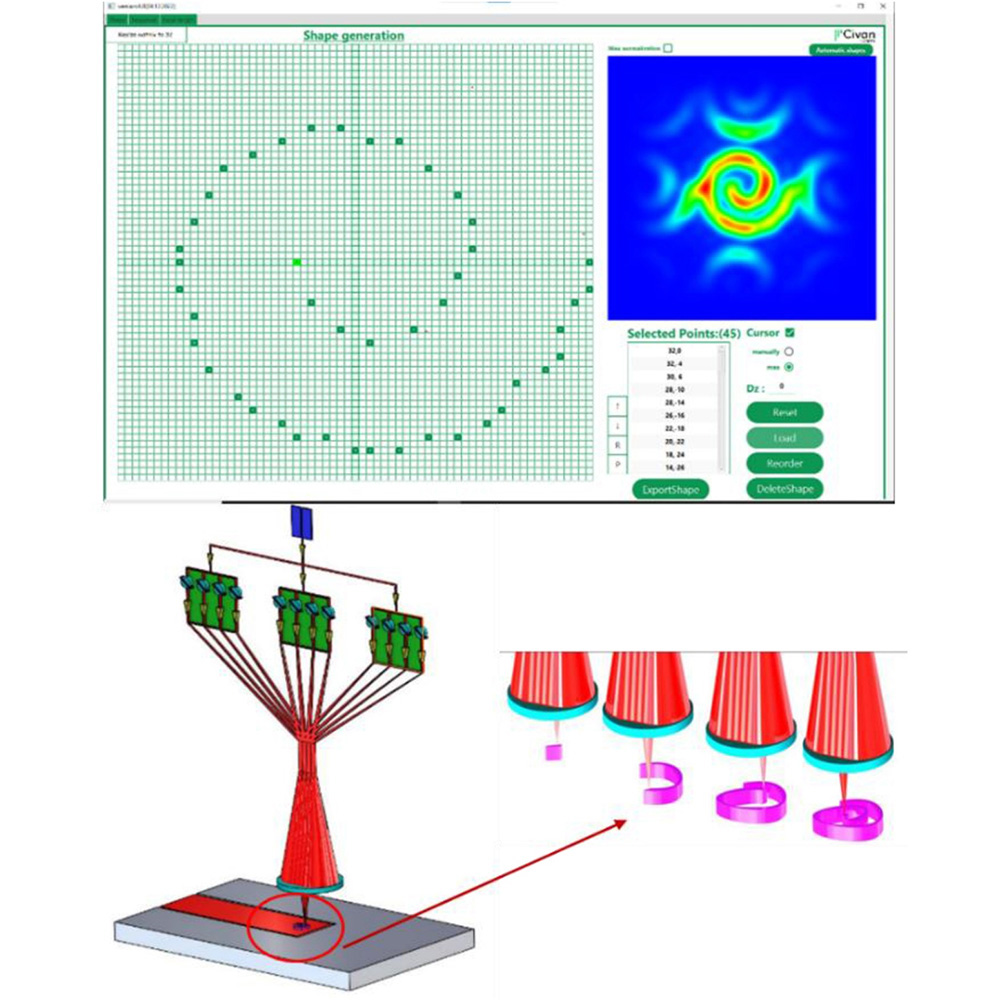
为此,项目团队采用 Civan 动态光束激光器(OPA6 14kW),基于相干合束(CBC)与激光相控阵列(OPA) 技术,将多路高光束质量单模光束相干合成,保持低发散、大焦深的优异光束特性,突破传统多模光纤激光器 “功率与光束质量相互制约”的固有瓶颈。该系统可通过衍射图样叠加生成定制化动态光束,大幅提升匙孔稳定性,降低单位熔深所需激光能量。
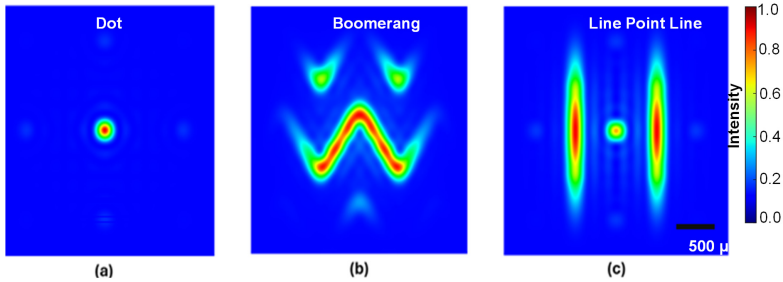
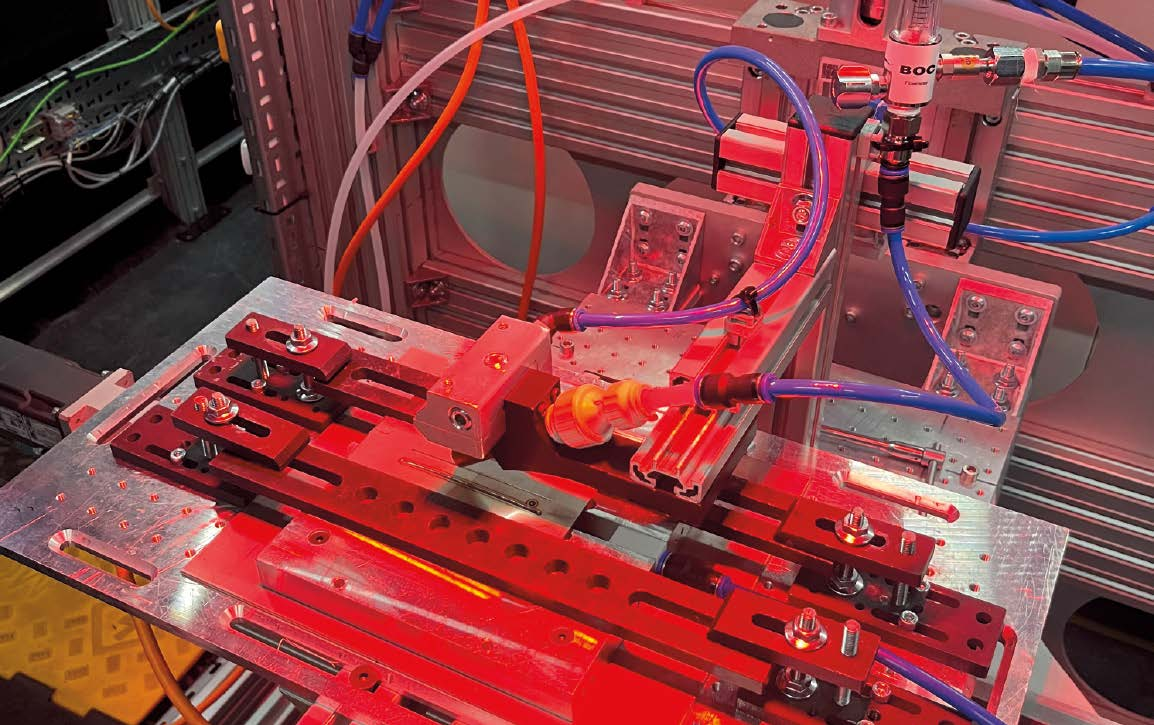
在实验中,团队以 SS316L 不锈钢为对象,采用平板堆焊方式开展系统研究,焊接长度 120mm,速度设为工业标准 15mm/s,配备 1.5m 预聚焦透镜与 SmartMOVE SH30G ME LD 振镜扫描头,焦平面距 Civan laser的 光学头底板 1070mm。测试光束由中心高斯光斑(直径约 136μm)与四个主瓣构成,焦深可达 ±10mm,如图 1 所示。
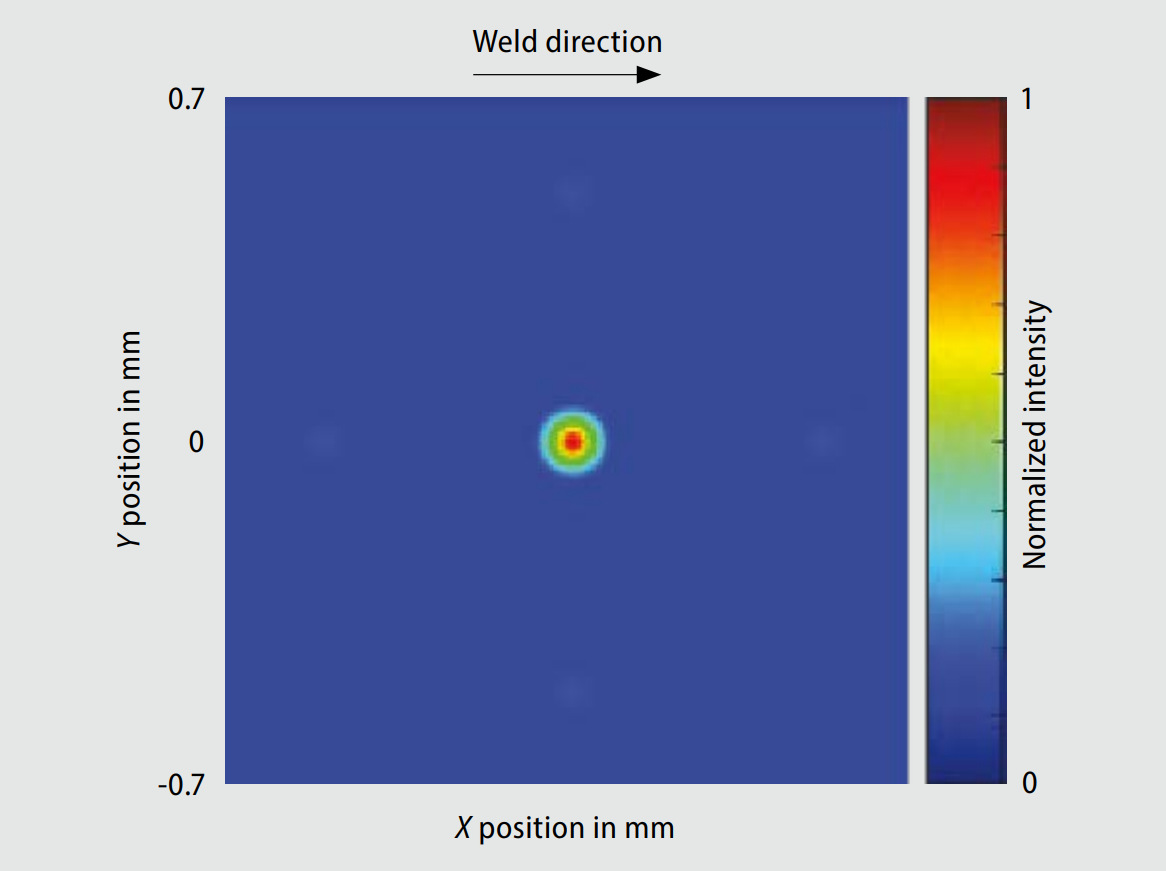
图 1 本项目开发的焊接系统所采用的测试光束形态
焊接过程采用纯氩气保护,正面保护气体流量 30L/min,背面 10L/min,供气压力 2bar,通过特制喷嘴与气刀组合实现稳定保护。试验系统保持激光头、气刀与喷嘴固定,由精密直线平台带动工件运动,保证过程一致性。
研究结果显示,在 3mm、5mm、10mm、16mm 不同厚度板材上,激光输入功率与焊接熔深呈现近似线性关系。通过与公开文献中同类材料、同类工艺数据对标,该动态光束系统在单位熔深能耗上大幅优于传统高功率多模光纤激光系统,表现出极强的能效优势与深熔能力,如图 2、图 3 所示。
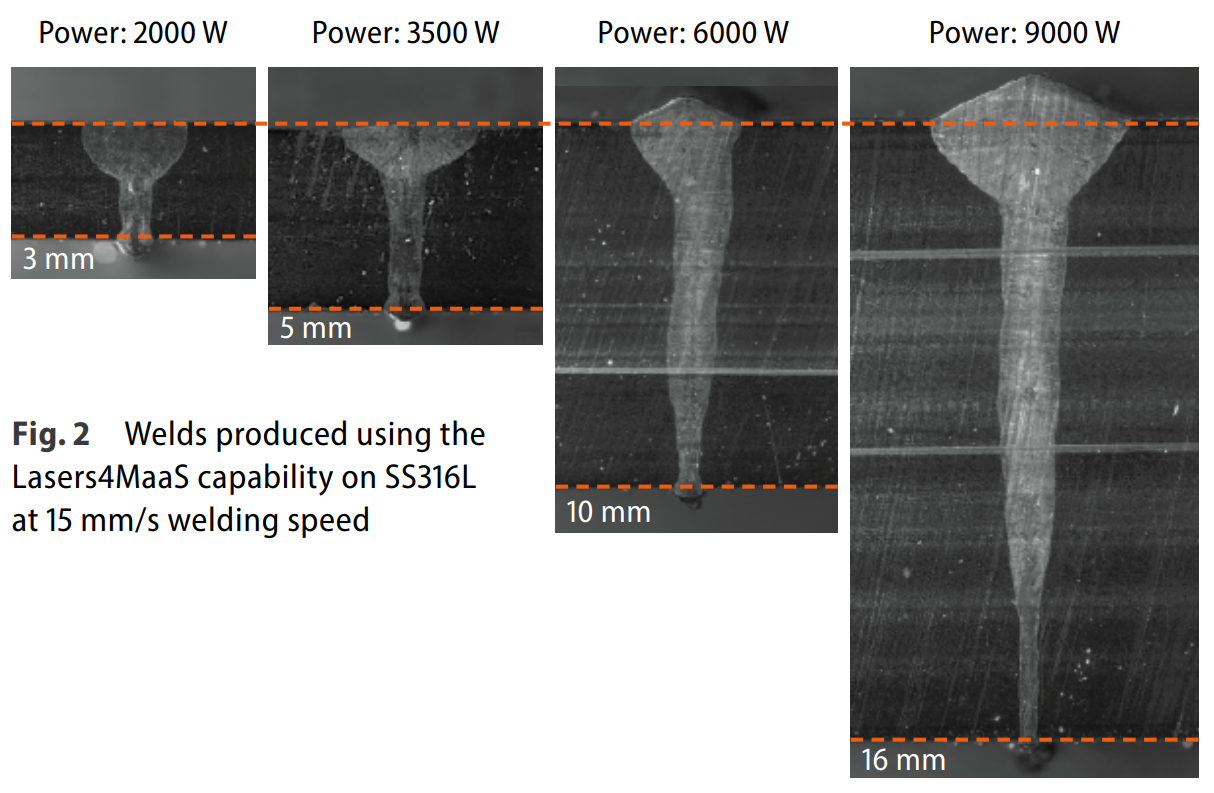
图 2 不同厚度 SS316L 不锈钢的激光功率与熔深对应关系
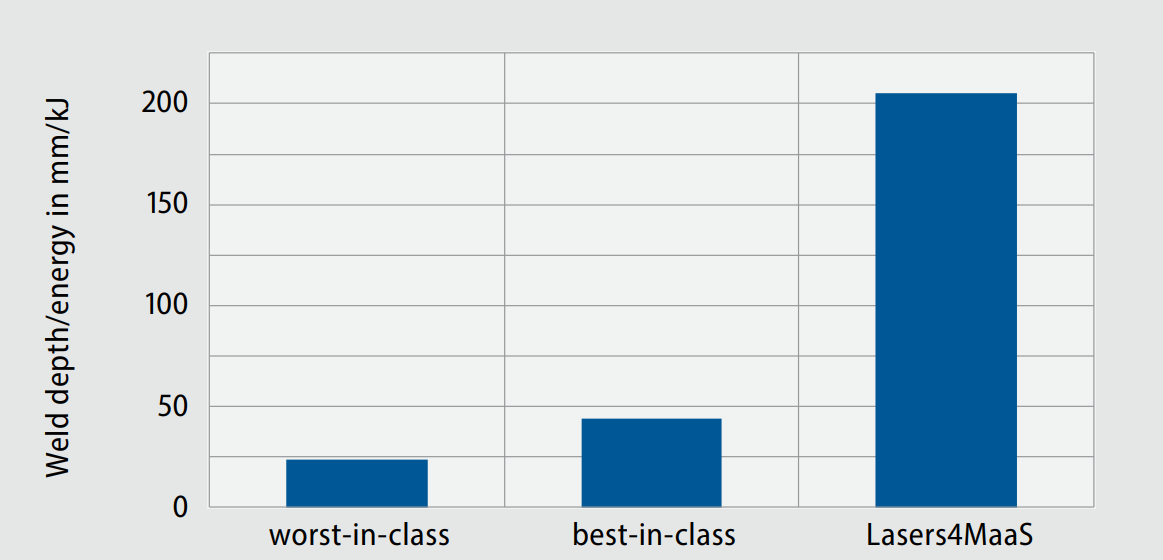
图 3 本项目成果与公开文献最优 / 最差水平的能效对比
该技术的核心优势在于:动态光束显著稳定深熔匙孔,抑制蒸汽羽流对光束的衰减,在更低激光功率下实现更深、更稳定的单道熔深;相干合成技术保留高光束质量,焦深长、工艺稳定性强,适配狭小空间作业;在满足聚变堆结构件焊接要求的同时,可显著降低能耗、提升效率与可持续性。
目前,团队已实现 SS316L 不锈钢 5mm 厚度单道焊接,更高厚度的稳定焊接与更复杂动态光束的优化工作正在推进。项目下一步目标是开发狭小空间内孔焊接示范装置,集成高效气体保护、羽流管控与主动冷却功能,在长时间作业下保持稳定焊接质量,且不损伤焊接工具。
该成果不仅直接支撑聚变能源关键结构的规模化制造,也可推广应用于船舶制造、重型机械、核电与高端装备等领域,解决厚板高效、低能耗、高质量焊接难题,助力制造业实现碳中和与高效生产目标。
本项目由欧盟地平线欧洲计划(协议号 10117871)资助,并得到 WMG 高价值制造业弹射中心 Lasers4Shape 项目支持。