近日,德国亚琛工业大学(RWTH Aachen University)焊接与连接研究所联合以色列 Civan Lasers,基于相干光束组合(CBC)激光系统开展专项研究,系统揭示了动态光束形状与调制频率对奥氏体钢(1.4301)和双相不锈钢焊接质量的影响规律。相关成果发表于《Applied Sciences》,为高精度激光焊接工艺优化提供了重要技术支撑,尤其对化工、核电、高端装备等领域的不锈钢焊接具有直接指导意义。
一、核心研究方案:聚焦 “形状 - 频率 - 性能” 关联
本次研究以 4mm 厚的奥氏体钢(易出现热裂纹)和双相不锈钢(对相变敏感)为对象,采用 Civan 高功率单模连续波(CW)动态光束激光(波长 1064nm,功率 6kW,焊接速度 2m/min),重点测试 3 类光束形状与 3 种调制频率的组合效果:
光束形状:点型(CW 连续焊接)、回旋镖型(动态振荡)、LPL(线-点 -线复合形状);
调制频率:1kHz、10kHz、100kHz;
观测手段:10000-100000 帧 / 秒高速摄像(捕捉毛细孔动态)、MATLAB 图像分析(毛细直径 / 倾角量化)、金相截面(焊缝几何与微观结构表征)。
二、关键技术突破:三大核心发现重塑焊接认知
1. 光束形状决定焊缝几何 “骨架”
点型光束:能量高度集中,形成深而窄的穿透型焊缝,双相钢与奥氏体钢均实现全熔透,适合对熔深要求高的场景;
回旋镖 / LPL 光束:能量分散于更广区域,焊缝浅而宽,可减少热输入集中导致的裂纹风险,其中 LPL 因 “线预热 + 点熔深” 复合作用,兼顾焊缝宽度与局部熔深。
2. 调制频率调控焊接稳定性与熔深平衡
10kHz 为 “黄金频率”:相比 1kHz,高频振荡使熔池控制更精准,焊缝稳定性提升的同时,熔深未明显下降(双相钢熔深维持 2.5-3mm);
100kHz 触发 “模式切换”:高频下光束与材料作用时间缩短,能量均匀化导致焊缝宽度增加 30%,熔深略有降低(约 2mm),从深熔焊向传导焊过渡,适合薄壁件焊接;
高频需避坑:奥氏体钢采用回旋镖型 + 10kHz 时,易因毛细孔不稳定产生气孔,需搭配工艺参数微调。
3. 毛细孔动态与光束频率 “同频共振”
高速摄像与 FFT 分析证实:毛细孔的开合频率与光束调制频率高度一致(1kHz 光束对应~993Hz 毛细振荡,10kHz 对应~9886Hz),说明光束动态直接主导能量吸收效率;
倾角规律:1kHz 时毛细孔壁接近水平(倾角 0°),利于垂直熔深;10-100kHz 时毛细孔壁向前倾斜(60°-90°),通过多次菲涅尔反射增强能量吸收,拓宽熔池范围。
4. 微观结构可通过 “形状 - 频率” 定制
奥氏体钢:频率升高使冷却速率降低,晶粒逐渐粗化(100kHz 回旋镖型晶粒边界面积占比仅 11.51%,低于点型的 21.74%);
双相钢:高频(100kHz)促进铁素体生成,奥氏体相占比从点型的 28% 降至 20.6%,需通过低频(1kHz)或 LPL 形状平衡相组成(LPL 100kHz 可保留 17.3% 晶粒边界,细化组织)。
三、行业价值与未来方向
该研究首次量化了 CBC 激光 “动态光束形状 + 高频调制” 对不锈钢焊接的协同作用,其核心价值在于:
为不锈钢焊接提供 “按需定制” 方案:深熔透选点型 + 1kHz,防裂选 LPL+10kHz,薄壁件选 100kHz,覆盖多场景需求;
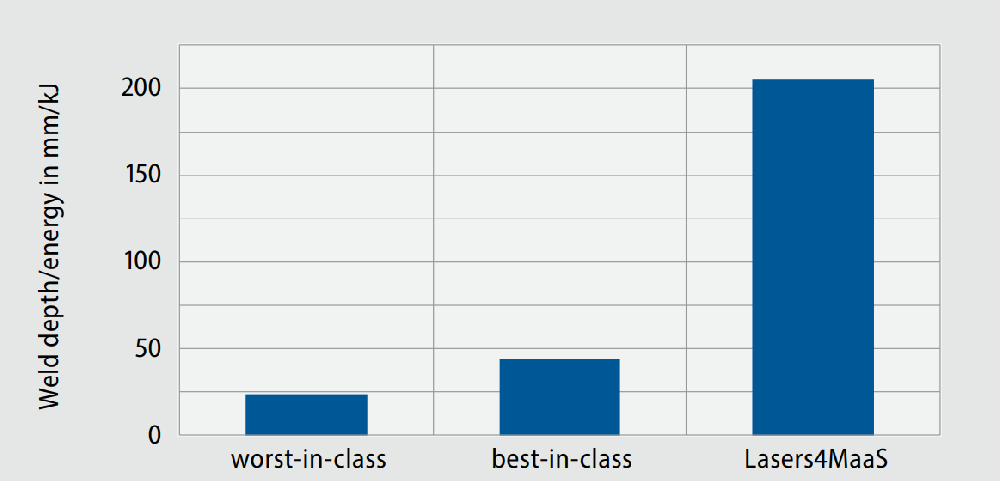
验证 CBC 技术优势:无需机械镜片即可实时切换 14 种光束形状,最高 80MHz 调制频率,远超传统激光的静态光束能力;
后续方向:结合 EBSD(电子背散射衍射)、TEM(透射电镜)深化微观机理,开发 “光束参数 - 残余应力 - 力学性能” 预测模型,进一步拓展至铜、铝等难焊材料。
关键数据速览
指标 | 点型(CW) | 回旋镖型(10kHz) | LPL(100kHz) |
奥氏体钢熔深 | 3.5mm | 3mm | 2.2mm |
双相钢奥氏体相占比 | 28% | 21.5% | 22.3% |
毛细孔平均直径 | 3mm | 2.2mm | 2.5mm |
晶粒边界面积占比 | 21.74% | 15.80% | 17.32% |
(来源:《Applied Sciences》2025, 15, 9432;研究团队:RWTH 亚琛大学 Karthik 等,资助机构:德国研究基金会 DFG)