Civan Lasers的动态光束激光技术正在改变焊接方式,实现更快、更深、更高品质的焊接。

希万激光(Civan Lasers)的设备是这套用于厚板焊接的龙门式系统的组成部分。图片来源:Castellini 股份公司(Castellini S.p.A.)提供。
受多重因素影响,焊接行业正持续面临用工短缺问题。金属加工企业仍在不断探索各类设备、机械与自动化系统,力求用更少的人力,以更快速度提升生产效率与焊接质量。
位于马萨诸塞州布鲁克莱恩市的希万激光有限公司(Civan Lasers, Inc.)深知,行业不仅缺少焊工,优秀焊工更是一将难求。加工厂商正在寻找能够轻松集成到现有工艺流程、可立即投入使用且学习成本极低的解决方案。
在速度与精度方面,企业希望重点改进的工艺之一,是探索从电弧焊接向激光焊接的转型。一项曾被认为难以实现的新型激光焊接技术 ——相干光束合成技术—— 正脱颖而出,该技术可将多路高功率光束合成为一束激光。全新的激光焊接技术正在为行业打开新的机遇之门。
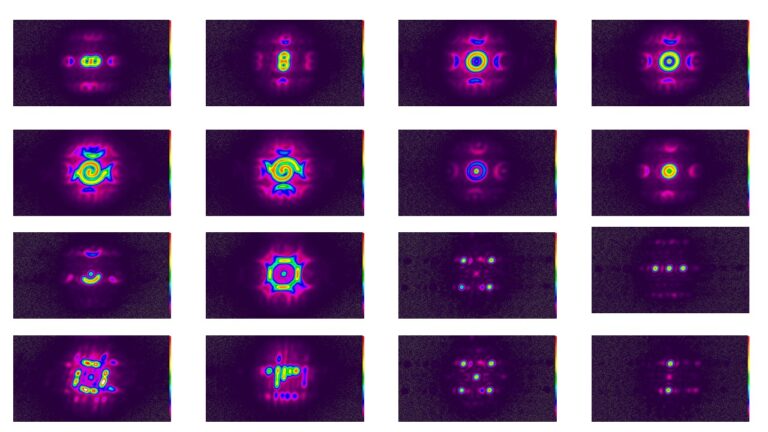
Civan Lasers 的动态光束激光技术可将多路激光束合成一束,从而生成不同的光束形状。该软件为用户提供了高度灵活性,可创建任意数量的光束形状。
可控且灵活的光束技术
激光焊接自 20 世纪 60 年代问世以来,便提供了一种高效的焊接方式,具备焊接快速精准、作业环境洁净、飞溅量极低等优势。该工艺还能减轻焊工的作业不适,并省去传统焊接中冗长的多道次焊接流程。激光焊接可作为熔化极气体保护焊(GMAW)、钨极气体保护焊(GTAW)等传统焊接方法的替代方案。
然而,传统激光焊接存在诸多局限:对焊接质量的公差要求严苛;难以实现复杂接头焊接;厚板材料的多次焊接会增加工时、成本,并可能导致工件变形。因此,激光焊接目前主要应用于汽车、航空航天和电子等行业,在重型制造领域的普及率较低。
现在,相干光束合成技术是突破激光焊接局限的解决方案。但是就在几年前,相干光束合成在激光焊接领域仍是一项极具挑战性的技术,甚至一度被认为无法实现。
希万激光(Civan Lasers)成立于 2008 年,致力于为激光焊接工艺落地相干光束合成技术奠定核心基础。该公司拥有近 200 名员工,最初在欧洲市场研发产品,并于两年前正式进入美国市场。
2018 年,希万激光(Civan Lasers)推出了首款采用相干光束合成激光焊接技术的原型机,功率达到 14 千瓦。2021 年,该公司正式推出动态光束激光器(DBL) 产品。制造商可通过软件创建和控制光束形状、调节每种光束的生成速度、在微秒级时间内切换光束形态,并在无运动部件的情况下以高达 50 兆赫兹的速度改变焦距,从而根据应用需求定制焊接工艺。
据希万激光官网介绍,以 50 兆赫兹为例的高频运行可形成准静态光束形态,其焊接效果与千赫兹或赫兹级频率截然不同。
除了能够快速、精准地运行光束路径外,该技术还能消除金属连接过程中常见的缺陷,如气孔、裂纹和驼峰焊道等。动态光束激光器已为船舶制造、能源发电及通用金属加工等行业拓展了激光焊接方案。

阿米・斯皮拉,西万激光公司
希万激光有限公司总经理阿米・斯皮拉(Ami Spira)表示:“我们激光技术的独特之处在于,它基于目前市场上最主流的光纤激光器。除此之外,它还能对光束进行调控,生成多种光束形态。这使我们能够控制焊接过程中的温度梯度以及熔池动态,从而实现其他激光器或电弧焊接方法根本无法完成的焊接工艺。”

希万激光的动态光束激光器已集成至多关节机械臂上,作为标准工业焊接单元的一部分。
关于激光焊接应用的学习曲线,斯皮拉表示,激光焊接既可集成到机器人焊接系统,也可集成到龙门式焊接系统,应用方式可简单亦可复杂。“我的意思是,如果你已有现成工艺,基本上只需要选择合适的工艺参数方案,再对机器人进行焊接编程即可。” 斯皮拉说。
希万激光一些更常用的参数方案适用于0.5 英寸到 1.5 英寸的钢材应用。斯皮拉称,这些应用更普遍的原因在于,更容易说明激光的优势 ——“因为在这个厚度区间,已经开始需要多道次焊接。而只要能把多道次减少为单道次,就是非常大的优势。”

无需填充焊丝,即可一次性完成 70 毫米低碳钢的单道焊接。
其优势包括缩短项目时间、减少耗材以及降低工件变形。希万激光凭借其设在美国、德国和以色列的应用实验室团队,为用户提供焊接工艺参数方案。对于希望自主开发工艺的加工厂商,相干光束合成激光焊接支持多种参数调节,以实现最佳焊接参数方案。“我们还与系统集成商合作,以便能够根据客户的定制化应用提供交钥匙解决方案。” 斯皮拉说。
希万激光的合作集成商之一是位于爱达荷州雷克斯堡的Amet 公司。该公司专注于为重型工业制造商开发自动化焊接系统。另一家合作伙伴是位于印第安纳州格林菲尔德的Photon Automation 公司,其专业领域之一聚焦于电池 / 储能行业。
超高焊接速度、极小变形、更小热影响区
实际应用表现与验证充分展现了动态光束激光器(DBL)激光焊接的卓越效果。斯皮拉表示,希万激光曾助力一家制造商,将厚板不锈钢的焊接生产时间从两天缩短至不到一小时。
借助 DBL 技术,该制造商实现了30 毫米不锈钢单道次激光焊接。“我们可将激光焊接应用于重型设备或厚板构件,” 斯皮拉说,“我们不仅具备足够功率,还能在材料凝固过程中控制焊接质量,实现无缺陷焊接。”
另一家为发电行业生产零部件的制造商,在焊接20 毫米厚不锈钢时,原本需要完成10 道次焊接(正反面各 5 道次)。“而且每次都必须翻转这个大型工件,” 斯皮拉说,“由于不同焊接工序间需要调试准备,整个流程总共耗时约两天。”
对于这家制造商而言,希万激光的技术节省了时间与成本,因为他们只需单面单道次即可完成焊接。“原本需要两天的工序,现在不到一小时就能完成。” 斯皮拉指出。
另一项非常适合动态光束激光器(DBL)的应用是高压铝合金压铸件的焊接。无论采用激光还是其他焊接方式,铸件中吸附的氢气都会膨胀并在产品内部形成气孔。而借助相干光束合成技术,气泡可被引导至工件表面并逸出消除。
斯皮拉分享了一个相关案例:某客户此前使用搅拌摩擦焊焊接换热器,不仅需要复杂的工装夹具,焊接速度更是慢至每分钟 0.2 米。采用希万激光技术后,该公司将焊接速度提升至每分钟 9 米 ——焊接速度足足提高了 45 倍。

由希万激光合作伙伴及系统集成商 ** 光子自动化公司(Photon Automation)** 打造的焊接工作站中,动态光束激光器与发那科(FANUC)机器人配套使用。
斯皮拉表示,更快的焊接速度意味着更高的产能。“总体而言,激光焊接的能量更加集中。” 他说,“这能带来更小的焊接变形与更窄的热影响区。” 此外,道次减少不仅节约时间,还能降低焊丝、焊剂等耗材的消耗,有助于实现更可持续的生产模式。
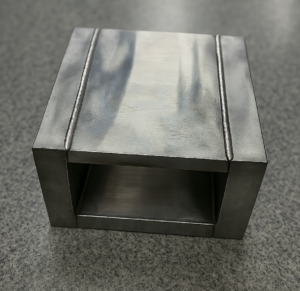
采用动态光束激光器焊接的1 英寸不锈钢样品,焊接变形极小。
复杂应用的全新可能
斯皮拉指出,希万激光动态光束激光器(DBL)的另一大优势在于:焊接过程中高光束质量带来了低发散光束。
这意味着激光光束纤细且能量高度集中,在工件上移动时能够保持精细的光束线条;与之相反,发散度较高的光束在经过工件时会迅速扩散。
斯皮拉举例说明,这一特性使加工厂商能够在距离工件最远达 1.5 米的位置进行焊接作业。这也极大提升了焊接可达性,焊工可在狭小、难以触及的区域完成作业。
低发散激光光束还意味着,激光焊接设备可以远离焊接区域安装,减少了可能影响光学器件或激光组件本身质量的各类问题。
近年来,以希万激光的动态光束激光器(DBL)为代表的产品推动了激光焊接技术的巨大进步,斯皮拉表示,这些技术能够真正开辟全新机遇。“例如,我们的动态光束激光器,可以彻底变革当前厚板构件的焊接方式。尽管这项技术尚不广为人知,但应用门槛并不高。”他最后总结道,加工厂商应保持好奇,探索焊接领域的创新产品,了解如何简化车间工艺流程,以便在劳动力紧张的市场环境中,以更快速度、更少返工实现高效生产。
By Rachel Duran